




1. آزمون نظری و تجزیه و تحلیل
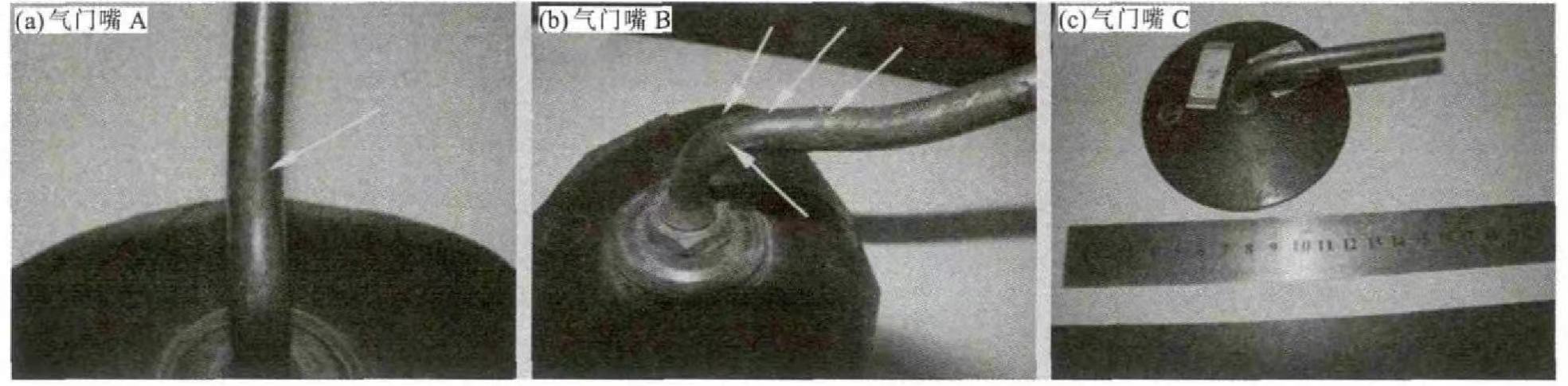
از 3دریچه های لاستیکنمونه های ارائه شده توسط شرکت 2 عدد شیر و 1 عدد شیری است که هنوز استفاده نشده است. برای A و B، شیری که استفاده نشده است به رنگ خاکستری مشخص می شود. شکل جامع 1. سطح خارجی شیر A کم عمق، سطح خارجی شیر B سطح، سطح خارجی شیر C سطح و سطح خارجی شیر C سطح است. شیرهای A و B با محصولات خوردگی پوشانده شده اند. دریچه A و B در خم ها ترک خورده اند، قسمت بیرونی خم در امتداد شیر قرار دارد، دهانه حلقه شیر B به سمت انتها ترک خورده است و فلش سفید بین سطوح ترک خورده در سطح شیر A مشخص شده است. از موارد بالا، ترک ها همه جا هستند، ترک ها بزرگترین و ترک ها همه جا هستند.
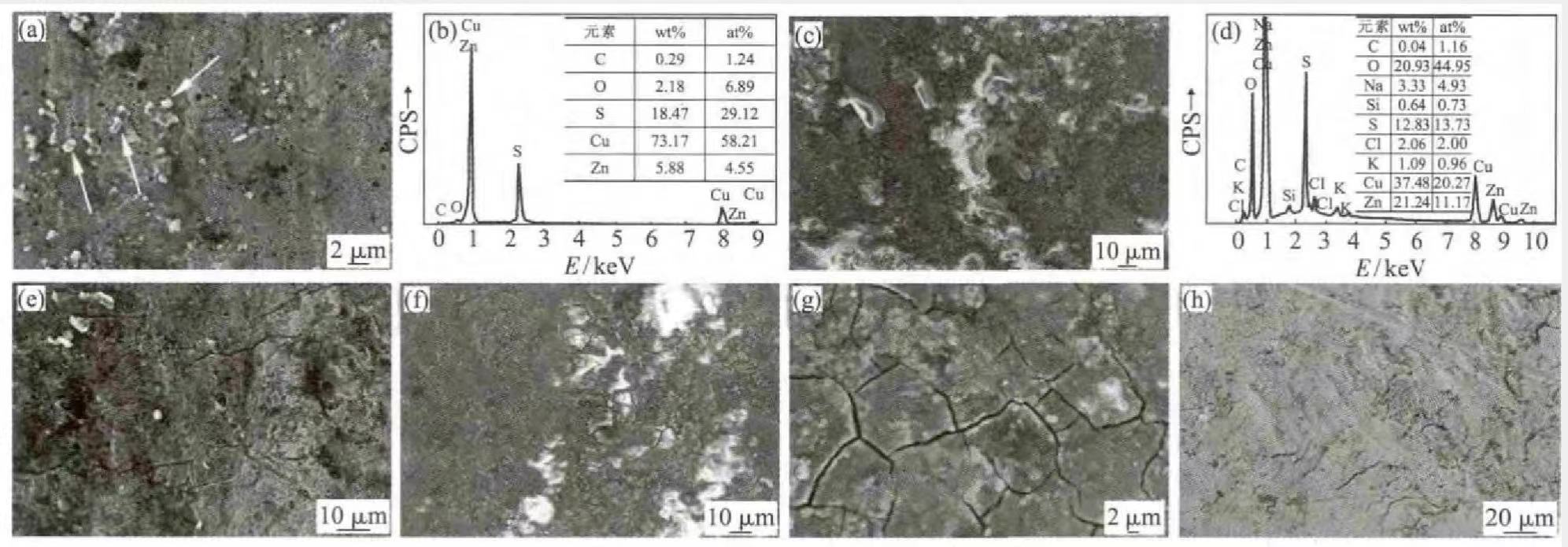
بخشی ازسوپاپ لاستیکنمونه های A، B و C از خم بریده شدند و مورفولوژی سطح با میکروسکوپ الکترونی روبشی ZEISS-SUPRA55 مشاهده شد و ترکیب ناحیه میکرو با EDS آنالیز شد. شکل 2 (الف) ریزساختار سطح شیر B را نشان می دهد. مشاهده می شود که تعداد زیادی ذرات سفید و درخشان روی سطح وجود دارد (که با فلش های سفید در شکل مشخص شده است) و آنالیز EDS ذرات سفید دارای محتوای بالای S است. نتایج تجزیه و تحلیل طیف انرژی ذرات سفید در شکل 2(b) نشان داده شده است.
شکل های 2 (ج) و (ه) ریزساختارهای سطح شیر B هستند. از شکل 2 (ج) می توان دریافت که سطح تقریباً به طور کامل توسط محصولات خوردگی پوشانده شده است و عناصر خورنده محصولات خوردگی با تجزیه و تحلیل طیف انرژی عمدتاً شامل S، Cl و O هستند، محتوای S در موقعیت های جداگانه بالاتر است، و نتایج تجزیه و تحلیل طیف انرژی نشان داده شده است. از شکل 2(ه) مشاهده می شود که در امتداد حلقه شیر بر روی سطح شیر A ترک های ریز وجود دارد. شکل های 2(f) و (g) ریزمورفولوژی های سطح شیر C هستند، سطح نیز کاملاً توسط محصولات خوردگی پوشانده شده است و عناصر خورنده نیز شامل S، Cl و O هستند، مشابه شکل 2. دلیل ترک خوردگی ممکن است ترک خوردگی تنشی (SCC) ناشی از تجزیه و تحلیل محصول خوردگی روی سطح شیر باشد. شکل 2(h) نیز ریزساختار سطح شیر C است. مشاهده می شود که سطح نسبتاً تمیز است و ترکیب شیمیایی سطح تحلیل شده توسط EDS مشابه آلیاژ مس است که نشان می دهد شیر خورده نشده است. با مقایسه مورفولوژی میکروسکوپی و ترکیب شیمیایی سه سطح دریچه، نشان داده می شود که محیط های خورنده مانند S، O و Cl در محیط اطراف وجود دارد.
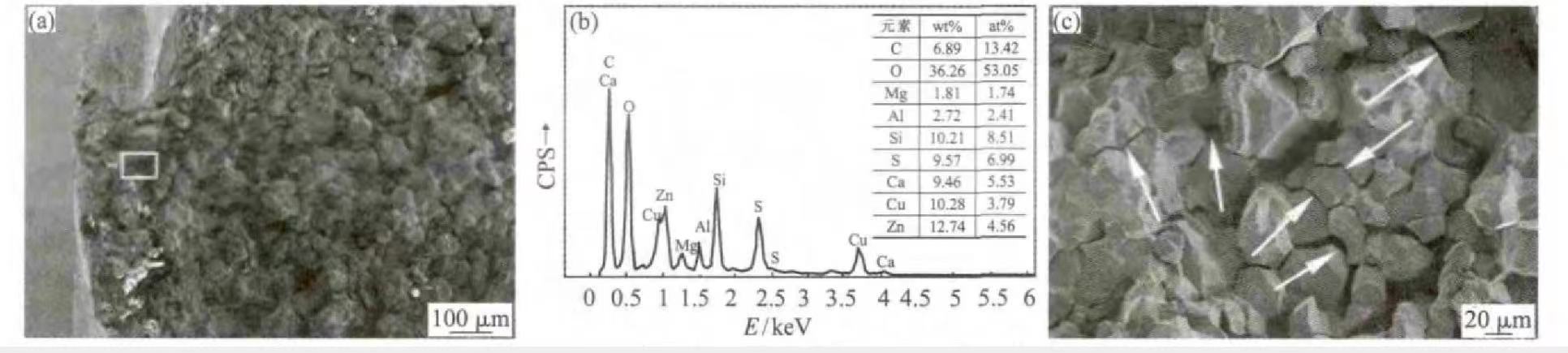
ترک دریچه B از طریق آزمایش خمش باز شد و مشخص شد که ترک به تمام سطح مقطع شیر نفوذ نکرده و در سمت پشتی ترک خورده و در سمت مخالف پشتی شیر ترک نمیخورد. بررسی بصری شکستگی تیره بودن رنگ شکستگی را نشان می دهد که نشان می دهد شکستگی خورده شده است و برخی از قسمت های شکستگی رنگ تیره دارند که نشان دهنده جدی تر بودن خوردگی در این قسمت ها است. شکست دریچه B در زیر میکروسکوپ الکترونی روبشی مشاهده شد، همانطور که در شکل 3 نشان داده شده است. شکل 3 (الف) ظاهر ماکروسکوپی شکستگی دریچه B را نشان می دهد. مشاهده می شود که شکستگی بیرونی نزدیک دریچه توسط محصولات خوردگی پوشانده شده است که باز هم نشان دهنده وجود محیط های خورنده در محیط اطراف است. با توجه به تجزیه و تحلیل طیف انرژی، اجزای شیمیایی محصول خوردگی عمدتاً S، Cl و O هستند و محتوای S و O نسبتاً زیاد است، همانطور که در شکل 3 (b) نشان داده شده است. با مشاهده سطح شکست، مشخص شد که الگوی رشد ترک در امتداد نوع کریستالی است. همانطور که در شکل 3 (c) نشان داده شده است، تعداد زیادی ترک ثانویه نیز با مشاهده شکست در بزرگنمایی های بالاتر قابل مشاهده است. ترک های ثانویه با فلش های سفید در شکل مشخص شده اند. محصولات خوردگی و الگوهای رشد ترک در سطح شکست دوباره ویژگیهای ترک خوردگی تنشی را نشان میدهند.
شکستگی دریچه A باز نشده است، قسمتی از دریچه (شامل موقعیت ترک خورده) را بردارید، قسمت محوری دریچه را آسیاب و صیقل دهید و از محلول Fe Cl3 (5 گرم) + HCl (50 میلی لیتر) + C2H5OH (100 میلی لیتر) اچ شده و ساختار متالوگرافیک و مورفولوژیکی رشد ترک مشاهده شد. میکروسکوپ شکل 4 (الف) ساختار متالوگرافی دریچه را نشان می دهد که ساختار دوفاز α+β است و β نسبتا ریز و دانه ای است و روی ماتریس فاز α توزیع شده است. الگوهای انتشار ترک در ترک های محیطی در شکل 4 (الف)، (ب) نشان داده شده است. از آنجایی که سطوح ترک با محصولات خوردگی پر شده است، شکاف بین دو سطح ترک گسترده است و تشخیص الگوهای انتشار ترک دشوار است. پدیده دو شاخه شدن بسیاری از ترکهای ثانویه (که در شکل با فلشهای سفید مشخص شدهاند) نیز روی این ترک اولیه مشاهده شد، به شکل 4(c) مراجعه کنید، و این ترکهای ثانویه در امتداد دانه منتشر میشوند. نمونه دریچه اچ شده توسط SEM مشاهده شد و مشخص شد که تعداد زیادی ریز ترک در موقعیت های دیگر موازی با ترک اصلی وجود دارد. این ریز ترک ها از سطح سرچشمه می گیرند و به داخل دریچه گسترش می یابند. ترک ها دارای دوشاخه بوده و در امتداد دانه گسترش یافته اند، به شکل 4 (ج)، (د) مراجعه کنید. محیط و وضعیت تنش این ریزترک ها تقریباً مشابه ترک اصلی است، بنابراین می توان استنباط کرد که شکل انتشار ترک اصلی نیز بین دانه ای است که مشاهده شکست دریچه B نیز این موضوع را تأیید می کند.
2. تجزیه و تحلیل و بحث
به طور خلاصه، می توان استنباط کرد که آسیب دریچه ناشی از ترک خوردگی تنشی ناشی از SO2 است. ترک خوردگی تنشی به طور کلی نیاز به رعایت سه شرط دارد: (1) مواد حساس به خوردگی تنشی. (2) محیط خورنده حساس به آلیاژهای مس؛ (3) شرایط استرس خاص.
عموماً اعتقاد بر این است که فلزات خالص از خوردگی تنشی رنج نمی برند و همه آلیاژها به درجات مختلف در برابر خوردگی تنشی حساس هستند. برای مصالح برنجی، عموماً اعتقاد بر این است که ساختار دوفاز حساسیت خوردگی تنش بالاتری نسبت به ساختار تک فاز دارد. در ادبیات گزارش شده است که زمانی که مقدار روی در ماده برنج از 20٪ بیشتر شود، حساسیت به خوردگی تنش بالاتری دارد و هر چه مقدار روی بیشتر باشد، حساسیت به خوردگی تنش بیشتر است. ساختار متالوگرافی نازل گاز در این مورد یک آلیاژ دوفاز α+β است و محتوای روی حدود 35 درصد، بسیار بیش از 20 درصد است، بنابراین حساسیت به خوردگی تنش بالایی دارد و شرایط مواد مورد نیاز برای ترک خوردگی تنشی را برآورده می کند.
برای مصالح برنجی، اگر پس از تغییر شکل سرد کار، بازپخت تنشزدایی انجام نشود، خوردگی تنشی در شرایط تنش مناسب و محیطهای خورنده رخ میدهد. تنشی که باعث ایجاد ترک خوردگی تنشی می شود، عموماً تنش کششی موضعی است که می تواند تنش اعمالی یا تنش پسماند باشد. پس از باد شدن لاستیک کامیون، به دلیل فشار زیاد در لاستیک، تنش کششی در جهت محوری نازل هوا ایجاد می شود که باعث ایجاد ترک های محیطی در نازل هوا می شود. تنش کششی ناشی از فشار داخلی تایر را می توان به سادگی بر اساس σ=p R/2t محاسبه کرد (که p فشار داخلی تایر، R قطر داخلی شیر و t ضخامت دیواره شیر است). با این حال، به طور کلی، تنش کششی ایجاد شده توسط فشار داخلی تایر خیلی زیاد نیست و باید اثر تنش پسماند را در نظر گرفت. موقعیت های ترک خوردگی نازل های گاز همگی در خم عقب هستند و بدیهی است که تغییر شکل باقیمانده در خم عقب زیاد است و تنش کششی باقی مانده در آنجا وجود دارد. در واقع، در بسیاری از اجزای عملی آلیاژ مس، ترک خوردگی ناشی از تنش به ندرت در اثر تنش های طراحی ایجاد می شود و بیشتر آنها ناشی از تنش های پسماند است که دیده نمی شوند و نادیده گرفته می شوند. در این حالت، در خم عقب سوپاپ، جهت تنش کششی ایجاد شده توسط فشار داخلی تایر با جهت تنش پسماند مطابقت دارد و برهم نهی این دو تنش شرایط تنش را برای SCC فراهم میکند.
3. نتیجه گیری و پیشنهادات
نتیجه گیری:
ترک خوردن ازسوپاپ لاستیکعمدتاً ناشی از ترک خوردگی تنشی ناشی از SO2 است.
پیشنهاد
(1) منبع محیط خورنده را در محیط اطراف ردیابی کنیدسوپاپ لاستیکو سعی کنید از تماس مستقیم با محیط خورنده اطراف خودداری کنید. برای مثال می توان لایه ای از پوشش ضد خوردگی را روی سطح شیر اعمال کرد.
(2) تنش کششی باقیمانده کار سرد را می توان با فرآیندهای مناسب از بین برد، مانند بازپخت تنش زدایی پس از خمش.
زمان ارسال: سپتامبر 23-2022
